
近年の自動車は、高性能化が急速に進み、さらに自動車が高速化になってきております。
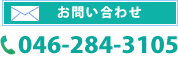
搭乗者等の生命保護の為、ボディー強度の安全基準の変更等で、その動力性能に対応して安全性を高める為、高剛性なプラットホーム(車台)が作られています。さらに環境問題で大気汚染を改善でCO値やPM値低減が要求され、エネルギー問題で燃費向上の為や軽量化要求されています。
その為自動車メーカーが軟鋼より炭素を多く含んだ高張力鋼板また新素材のホットプレス(焼入れ材)などの材料を多く使用しています。それにより自動車メーカーは、従来のボンデ鋼板材と少ない質量で、軽量し強度、剛性を同時期アップしています。板金補修も準じて強度アップが要求されています。あらゆる新素材や薄板材使用により自動車板金補修がますます難しくなってきております。
![]()
現在の製造段階で車体の溶接は、メインにスポット溶接を使用して部分に炭酸ガス半自動溶接、ブレーシング溶接で行いその他部位の溶接にはTIG溶接、プラズマ溶接、レーザー溶接等が使われています。
溶接と車両構造強度を考えますと元々モノコックボディーの構造は、車体全体で衝撃を吸収し拡散しています。最近の超高張力鋼板の採用により強度を維持し軟鋼より薄い板が使用でき軽量化と剛性を両立し弓の様にしなり張りのあるボディーに成ってます。
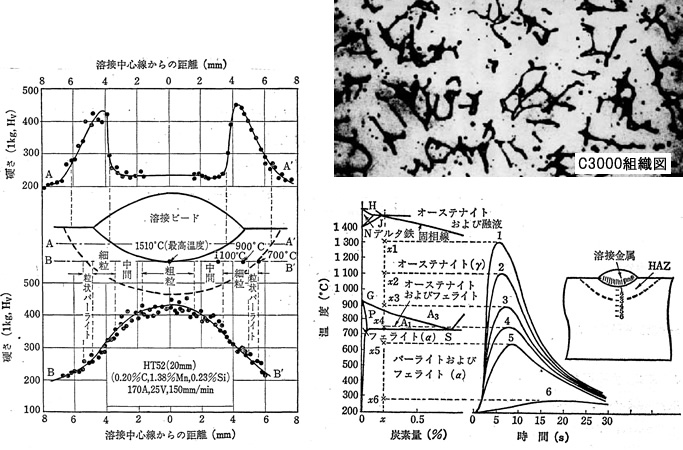
特に溶接方法として薄い母材部の超高張力鋼板等で溶接した部分は軟鋼溶接時よりかなり硬くなり溶接部が作られます。さらにHAZ(熱影響部)は焼入れ材を使用している為、入熱時に部分的に軟化します溶融金属は硬化してしまいます。
一例としてスポット溶接に関して考えますと、瞬間的に母材を溶融して接合し超高張力鋼板に対するHAZ(熱影響部)が少なくなり(MAG等より極端に少なく)溶融部は鍛圧さて硬質溶融部になってます。
他の溶接で一番少ないのはレーザー溶接で次にプラズマ溶接、TIG溶接、MAG/MIG溶接の順番で溶接時の熱影響部は差が出ています。
修理時で考えますと、一度溶接をして入熱され溶接部が形成されている箇所は、製造段階と同じ溶接部を作ることは難しくなります。
アーク溶接での車体の構造的強度を考えると、車両全体が衝撃吸収層になる構造で靭性と強度を出していますが、少なからず一度溶接をしてあるとHAZ領域の変化で全体に軟化したり部分的に硬化して衝撃強度の数値は低下してしまいます。それを補う為に溶接材料を添加で溶接部の組織安定化を作る必要が有ります。
![]()
溶接プロセスの考えは、溶接選定、溶接工程、溶接施工、溶接検査のカテゴリーで考え、溶接機、溶接材料、溶接技量、施工技術、母材成分等を考える事でより最適な溶接補修を推奨する必要が有ります。
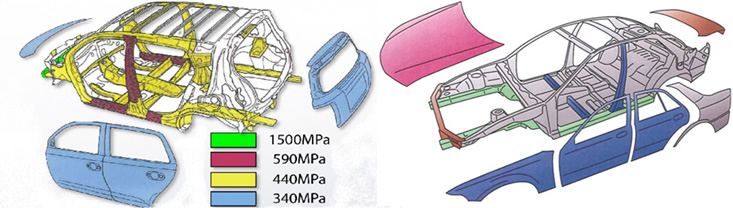
母材について(超高張力鋼板)
通常の軟鋼(JIS-SS400)よりハイテン鋼(超高張力鋼)は、炭素量が10倍近くなり、より硬く高剛性な材質で弓のようにしなっても折り曲がらない様になります。金属の機械的物性強度を示す値として、引張強度と降伏点、伸び率になります、通常鋼と高張力鋼の最大の違いは降伏点になります。強さが高ければ高いほど曲がらない金属になります。
ここで、引っ張り強度が50kg/mm2級(490Mpa)のワイヤーで100kg/mm2(980Mpa)の材質に対して2倍の面積体積で溶接すると理論的には同じ加重強度ですが、曲がる強さは溶接部を2倍にしても変わりません。ここが普通鋼との最大の違いになります。同じ質量においても、剛性と強度が高くなります。
並びに超高張力鋼板(ハイテン材)は通常の高張力鋼HT50(490Mpa)からHT80kg級(780Mpa)に対してさらに焼入れをして、現在の鋼板の中では150kg/mm2級(1470Mpa)までの鋼板材がフレームに使用されています。これらの焼入れ材を溶接すると、熱影響、組成変化等が、起こり溶接部周辺が鈍ったり焼きがはいったりし組成変化が大きくなります。
従来の50Kg級のワイヤーでの問題点も解説させて頂きます。
上記で述べました様に、超ハイテン材と降伏点が同じにならないと強度は同じレベルで維持できないのです。したがって自動車板金修理に対して修復か再生で求めるかで異なりますが、溶接補修の場合はその溶接する材質(化学成分)が判らないと、この溶接で十分な強度が出ると言えないということになります。補修時ケースとして材質がわからない場合が多くあります。その為今現在板金修理工場で使用されているJIS YGW11-24(490-590N//nn2級ワイヤー)(P社YM45T/Mまた D社DD50)では、新超高張力鋼板に対して同じ体積面積では十分な強度がでない状態になるのです。
溶接において幾つかの定義と議題を立てさせて頂き、冶金学的に解説させて頂きます。
溶接部とは、
Ⅰ溶接金属(溶接材料)
Ⅱボンド(溶融境界金属)
ⅢHAZ域(熱影響部)
の三つの領域で成り立っている。
溶着金属の図
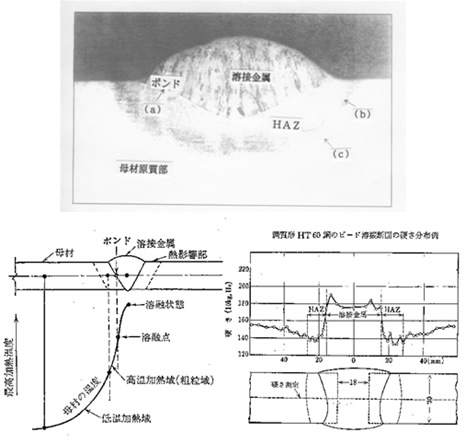
特に溶接での問題として溶接金属とHAZ域の溶融境界部(ボンド)に炭素疑集し金属組織的に脆くなり割れが発生し易くなります。このボンド部が炭素量と熱量で大きく影響し易く組成変化を起こします。これらを改善するには溶接後の再熱処理(焼きなまし、焼入れ、焼き戻し)を行う必要があります。このときに溶接部が同じ成分で溶接がされていな場合は、再熱処理時に欠陥部が発生します。
溶接で金属を接合時に発生する問題点
1)材質の変化が生じる(入熱、元素移動等の組成変化、)
2)変形と収縮 (熱、凝固)
3)残留応力 (応力集中)
上記この3項目を克服して溶接できるかが課題であります。
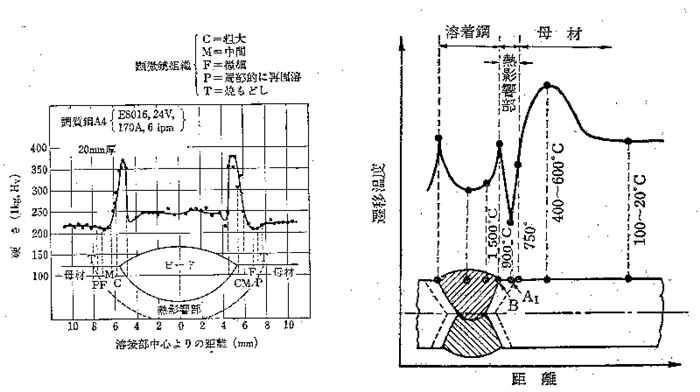
硬度変化の図
![]()
自動車メーカーでは、スポット溶接 MAG溶接、MIG(ブレージング)溶接、TIG溶接、プラズマ溶接、レーザー溶接、電子ビーム溶接等最適な溶接方法で車両を製作しております。自動車補修溶接も高度化が要求されてきております。現在自動車板金工場で使用されている溶接タイプは、スポット溶接と半自動溶接(Co2/MAG溶接)がほとんどです。自動車板金補修で使用できる溶接方法は下記の溶接になると思います。
溶接方法の種類
現在自動車板金工場で使用されている溶接タイプは、スポット溶接と半自動溶接(Co2/MAG溶接)がほとんどです。自動車板金補修で使用できる溶接方法は下記のタイプになると思います。
1)半自動溶接CO2・MAG・MIGは、
(殆どの板金工場で持っていて機械の能力差で強度はあまり変わらない)
2)スポット溶接
(主に自動車溶接構造において使われている溶接部は、半自動溶接と比較してHAZ域(熱影響部)が少ない、継ぎ手や重ね溶接用に適している、ただし非消耗電極型の為機械の能力差で強度差が出やすい。)
3)ガス溶接
昔からの溶接である何処の工場でも使用が出来るが熱影響部(HAZ)を作りやすいが、組成変化は硬化しない溶接部になります。現在ガス溶接が行える技術者は年々減ってきています。
4)TIG溶接は、
非消耗電極型のアーク溶接で、突合せ接合や肉盛りに向いている半自動溶接と比べて綺麗な溶接で組成も安定する。溶接速度と溶加棒により熱影響部(HAZ)の形成の差がでる。殆どの板金工場では持っていない。
自動車板金の様に0.6mmから1,6mmの板圧をプラグ溶接や、突合せ、重ね、隅肉溶接では、一般的に半自動溶接はで行います。実際使用されているワイヤーは、490N/mm2級で炭酸ガスシールドアーク溶接(CO2溶接)やメタルアクティブガスアーク溶接(MAG溶接)で行っています。その為修理する工場によりかなりの溶接品質差が生じております。
一般的に補修溶接の場合、その母材に対して1つ上の材質を用いて行うのが通説ですが、それは、溶接をすると溶接部が母材より溶接による影響で強度の弱化が起こるからです。構造的強度を復元的に考えると120%の溶接でほぼ100%に近くなると考えられます。
シールドガスの種類
半自動溶接機には、シールドガスの種類が炭酸ガス(Co2)、混合ガス(Ar+Co2)、アルゴンガス(Ar)がありガスの種類により、かなり溶接性も変わり、溶接部組成や熱影響部の変化も変わります。
一般的に半自動溶接は
炭酸ガスシールドアーク溶接:
(CO2溶接)、(電気エネルギーが一番大きい特に軟鋼用に向いている)
メタルアクティブガスアーク溶接:
(MAG(マグ)溶接)マグガスと呼ばれるアルゴンに炭酸や酸素を混合したガス)、(各ガスメーカーで独自のノウハウで材質にあったガスを作っている。特に鉄、合金鋼用にむいている)
メタルイナートガスアーク溶接:
(MIG(ミグ)溶接)(イナートガス(アルゴン100%)またアルゴン酸素)
(電子量が一番多い、特に非鉄金属用で鉄の溶接にはむいていない)
※ワイヤーメーカー等でシールドガスにより溶接棒の強度を表示しておりますので参考にして下さい。
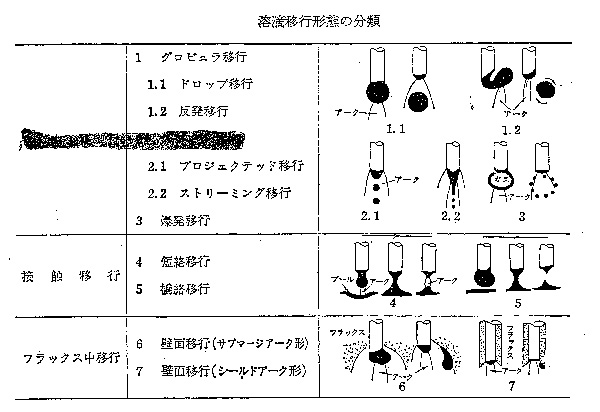
![]()
1)短絡転移移行(ショートアーク)(溶滴波形は、低周波)
ワイヤーが溶融部に入り溶融部が比較的早く凝固しますので特に薄板向きになります。
2)球状転移移行(グロビュー移行)(溶滴波形は、中周波)
溶融部に溶け込み重視型で、比較的厚板向きになります。
3)スプレー転移移行は、(溶滴波形は、高周波)
溶け込みは浅くなり、球状転移移行より熱影響部は局所的になりますが、同じ電流では短絡転移移行より入熱は高くなります。(電流値を低くして行えば差がなくなります、1.6mm以下では溶け込みの差は出ません。)薄板から厚板向きですが周波数(溶滴)に差がでます。
溶け方の図
ここで溶接材選定に対しての強度の差を説明します
現在使用されているタイプ
1)490N/mm2級のCO2溶接は、溶け込みは深いため高張力鋼等においてはボンド部分が大きく更に溶着金属が硬化し硬い溶着部ができます。溶接直後ビード割れが起こります。これを改善するのは焼きいれ、焼き戻し、焼き均しの熱処理工程が必要になります。超高張力鋼溶接に対しては、予熱200度行い2時間除令後 焼き均し200から450度(材質により)行うことにより材質変化は戻しますが、強度は50から60kg/mm2未満しか出ませんので、突合せ溶接やプラグ溶接時は、溶接部のビード厚は、母材対して2から3倍の厚みで溶接部を作ることで強度は維持できます。重ね継ぎ手溶接で行うのは方法もありこれが最低条件です。
2)490N/m2kg級MAG(混合)溶接は、CO2よりは溶け込みは浅く溶着金属は硬化しにくいが、ボイド部ができ溶接後熱影響部に硬度のばらつきを均一にするのは、熱処理 (焼きいれ、焼き戻し、焼き均し)工程が必要になります。その他は1)と同じです。最近使用されている
3)ブレージング溶接(シリコンブロンズ40kg級)、ボンド部や溶着金属は硬化しない為、溶接部は、柔らかく延性があります。どの炭素量に関わらず硬化しないのです、但し、強度的には普通鋼と比べて降伏点が半分ですので、溶接部強度は、母材に対して2倍の溶接部を作ることにより強度維持できます。特にボンド部の硬化層も出来ない為、熱処理は必要有りません。但し母材のオーバーヒートに熱影響部の注意が必要です。長所として鉄ワイヤーと比べて錆びない溶着金属で、切削加工に優れています。また溶け込みが浅い為解け落ちしにくいのです。但し強度を出すには、継ぎ手方法、電流波形、シールドガス等で溶け込みをコントロールする必要がります。亜鉛めっき鋼に亜鉛を焼かずに溶接が可能でその後錆びない溶接部になります。その他に素材的には、アルミブロンズ(50kg級)、ニッケルブロンズ(60kg級)等があり更に強度がでます。
他の高張力鋼80/kg級
4)780N/m2kg級CO2溶接は、溶け込みは深く炭素鋼においてはボイド部分が大きく溶着金属が硬くなる。50kg級と比べて炭素量が多い為、溶接直後冷却時にクラックが入りやすいのです。その他は50級と同じですが、引っ張り強度が80kg/mm2以上でますので、溶接部は母材と同じ厚みでも強度が維持できます。
5) 780N/m2kg級(混合)溶接は、溶け込みは浅く溶着金属が硬化しにくいが50kg級に比べて炭素量が多いため溶着金属が硬化しやすい。しかしその分強度は出ます。同じく溶接後熱処理をして溶接部を均一にする。超高張力鋼板の溶接時には必ず、焼き戻し、焼き均し 焼きいれ工程が必要です。これを怠ると2番割れが発生します。
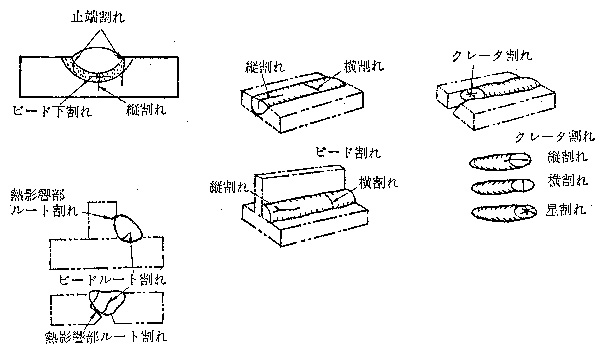
二番割れ等の溶接後のクラック
![]()
当社で販売しておる全鋼鉄用EC300は、自動車用超高張力鋼板(ハイテン鋼)の溶接に対して現在段階の板金修理で最適な材料で有ります。このたび1500N/mm2kg級(混合)自動車用超高張力鋼板(ハイテン鋼)の溶接に対し新改良の薄板用EC300全鋼鉄用MAG溶接ワイヤーが溶接に対しこれらの問題を解決できます。通常の鉄に30%以上のクロームを含有して他の耐熱合金をも含有し約40%が合金です。
金属組織的には、常に硬い強靭なオーステナイト層とやわらかいフェライト層を同時に存在している為、クロームモリブデン鋼や一般ステンレス鋼とは異なっています。そのため溶接して時点で引っ張り強度が80kg/mm2出ます-その後自工硬化で100kg/mm2発揮します。EC300はカーボン含有量にかかわらず炭素鋼特有のマルテンサイト化を押さえ安定した組織を作ります。
そして加工硬化特性で衝撃が加わる事に硬化しその為金属疲労的強度に優れ高い破損抵抗力がある強靭な溶接部を作ります。さらに、耐食性に優れ一切錆びません、ただし一般のステンレス鋼と異なり磁性があります。したがってすべての鋼の溶接が可能になるのです。
組織図
下記の3項目を克服して溶接できるかが課題でした。
1)材質の変化が生じるのを、抑える様に高度の合金化され元素移動組成変化をなくすべく多くの添加元素を含んでおります。その為どの2%以下の炭素含有量の鋼に対して安定した溶接が可能になり全ての鋼の溶接ができます。
2)変形と収縮(熱、凝固)は、合金元素添加により通常の軟鋼、高張力鋼や炭素鋼より低い融点有し、溶融金属の凝固速度を母材より遅くし、母材と溶融部の容積差を最小限にすることにより改善されます。アーク転移の微粒子化のより解け込みが浅く最小限でのHAZ部(熱影響)にします。
3)残留応力 (応力集中)
同じく合金元素添加により凝固速度を母材より遅くし、溶融部の容積差を最小限にすることにより残留応力を極めて少なくすることが可能なります。更のこの合金は、溶接後自工性により応力集中による金属破断に足して破損抵抗力があるため、他の高張力溶接材より破断する危険がなくなります。
最後に半自動溶接機に関しては、今回の超高張力鋼溶接の点を考慮しても、あえて高いインバーター溶接機ではなく、コストの安いトランス式でも板圧に対する電圧さえ合えば、結果は同じになると言うことになりますが、最新の高性能なフルデジタル式でインバーターパスルMIGが、今回議題の超高張力鋼は金属の化学成分により、溶接部の強度や熱影響部への差が発生しやすので、パス間の温度コントロールができますので(電圧・電流は細かく設定できる)こちら方が柔軟に対応でると思います。
そして総論としては、溶接の構造的強度を出す為には、溶融金属は高い靭性に持ちアブソーバーの様に衝撃を吸収し、ボンド部の炭素疑集を押さえ、最少にHAZ領域(熱影響部)を保持し、焼きなまし状態あるいは焼入れ状態の部分で構造的強度を出す為にEC300で自動車板金補修溶接を行う事をご提案させて頂きます。よって車体全体の構造的強度を高くすることが可能になり自動車板金で高い復元率を作り補修補強を可能にできるのです。
最適溶接を推奨し、冶金学の基礎的概念、溶接技術の点を、定義かしその検査方法を確立が必要と思われます。
(許可無く複製を禁ずる エコウエルディング株式会社 沼田)